
กระบวนการประกอบและข้อกำหนดทั่วไป
、、 การเตรียมตัวก่อนการประกอบ
ข้อมูลการทำงาน: รวมถึงภาพวาดการชุมนุมทั่วไปภาพวาดการชุมนุมส่วนประกอบภาพวาดชิ้นส่วนวัสดุ BOM ฯลฯ จนถึงสิ้นสุดโครงการความสมบูรณ์ของภาพวาดความเรียบร้อยและความสมบูรณ์ของการบันทึกข้อมูลกระบวนการจะต้องได้รับการรับประกัน
2. สถานที่ทำงาน: การจัดวางชิ้นส่วนและการประกอบชิ้นส่วนจะต้องดำเนินการภายในไซต์งานที่ระบุ เว็บไซต์สำหรับการจัดวางและการประกอบของเครื่องทั้งหมดจะต้องได้รับการวางแผนอย่างชัดเจนจนกระทั่งสิ้นสุดโครงการทั้งหมด ไซต์งานทั้งหมดจะต้องเรียบร้อยมีมาตรฐานและเป็นระเบียบ
3. วัสดุประกอบ: ก่อนการดำเนินการวัสดุประกอบตามกระบวนการประกอบต้องตรงเวลา หากวัสดุที่ไม่ได้กำหนดค่าบางอย่างไม่อยู่ในสถานที่คุณสามารถเปลี่ยนลำดับของการปฏิบัติงานแล้วกรอกแบบฟอร์มการแจ้งเตือนวัสดุเป็นแผนกจัดซื้อ
4. ก่อนการประกอบคุณควรเข้าใจโครงสร้างเทคโนโลยีการประกอบและข้อกำหนดกระบวนการของอุปกรณ์
Specifications、 ข้อมูลจำเพาะพื้นฐาน
การประกอบเครื่องกลควรดำเนินการอย่างเคร่งครัดตามแบบประกอบและข้อกำหนดของกระบวนการที่แผนกออกแบบให้ไว้ ห้ามมิให้ดัดแปลงเนื้อหาของการทำงานหรือดัดแปลงชิ้นส่วนในลักษณะที่ผิดปกติอย่างเด็ดขาด
2. ชิ้นส่วนที่ประกอบจะต้องเป็นชิ้นส่วนที่ผ่านการรับรองโดยแผนกตรวจสอบคุณภาพ หากพบว่าชิ้นส่วนที่ไม่ผ่านการรับรองขาดหายไปในระหว่างกระบวนการประกอบชิ้นส่วนเหล่านั้นควรรายงานให้ทันเวลา
3. สภาพแวดล้อมการชุมนุมต้องสะอาดไม่มีฝุ่นหรือมลพิษอื่น ๆ และควรเก็บชิ้นส่วนไว้ในที่แห้งและปราศจากฝุ่นด้วยแผ่นป้องกัน
4. ในระหว่างขั้นตอนการประกอบชิ้นส่วนจะต้องไม่กระแทกตัดหรือทำลายพื้นผิวของชิ้นส่วนหรือทำให้ชิ้นส่วนโค้งงอบิดหรือเสียรูปอย่างเห็นได้ชัดและพื้นผิวการผสมของชิ้นส่วนจะไม่ได้รับความเสียหาย
5. สำหรับชิ้นส่วนที่มีการเคลื่อนที่สัมพัทธ์ควรเติมน้ำมันหล่อลื่น (จาระบี) ระหว่างพื้นผิวสัมผัสระหว่างการประกอบ
6. ขนาดการจับคู่ของชิ้นส่วนที่ตรงกันจะต้องแม่นยำ
7. เมื่อประกอบชิ้นส่วนและเครื่องมือควรมีสิ่งอำนวยความสะดวกในการจัดวางพิเศษ โดยหลักการแล้วชิ้นส่วนและเครื่องมือไม่ได้รับอนุญาตให้วางบนเครื่องหรือบนพื้นโดยตรง หากจำเป็นให้วางแผ่นป้องกันหรือพรมบนสถานที่
8. โดยหลักการแล้วไม่อนุญาตให้เหยียบบนเครื่องระหว่างการประกอบ หากคุณต้องการเหยียบเครื่องคุณต้องวางแผ่นป้องกันหรือพรมบนเครื่อง ห้ามมิให้เหยียบชิ้นส่วนที่สำคัญและชิ้นส่วนที่มีความแข็งแรงต่ำซึ่งไม่ใช่โลหะ
สามวิธีการเชื่อมต่อ
1. การเชื่อมต่อสายฟ้า
(1) เมื่อขันสลักเกลียวไม่อนุญาตให้ใช้ประแจปรับได้และไม่ควรใช้เครื่องซักผ้าเดียวกันมากกว่าหนึ่งอันในแต่ละน็อต หลังจากขันสกรูหัว countersunk ให้แน่นหัวเล็บควรฝังอยู่ในชิ้นส่วนเครื่องจักรและไม่ควรสัมผัส
(2) ภายใต้สถานการณ์ปกติการเชื่อมต่อแบบเธรดควรมีแหวนสปริงป้องกันการคลายวิธีการขันน็อตหลายรูปแบบแบบสมมาตรควรกระชับให้แน่นในลำดับที่สมมาตร กลาง.
(3) หลังจากขันน็อตและน็อตให้แน่นแล้วโบลต์ควรจะแสดงระยะห่างของน็อต 1 ถึง 2 เมื่อไม่จำเป็นต้องถอดสกรูเมื่อทำการยึดอุปกรณ์การเคลื่อนไหวหรือการบำรุงรักษาสกรูควรถูกเคลือบด้วยกาวเกลียวก่อนการประกอบ
(4) ตัวยึดที่มีความต้องการแรงบิดในการขันที่ระบุไว้ควรถูกรัดด้วยประแจแรงบิดตามแรงบิดที่ระบุ
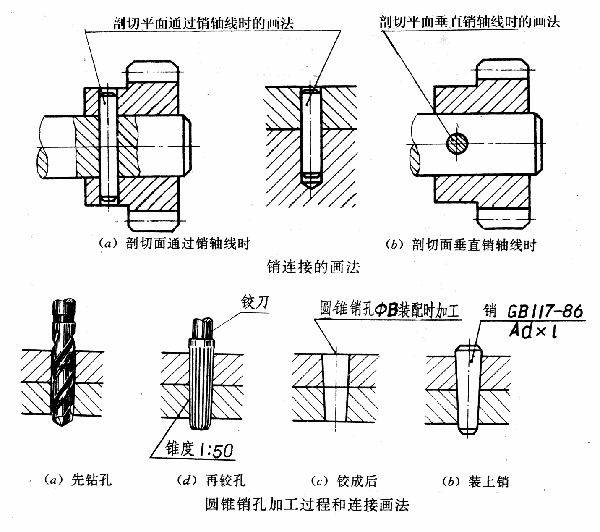
2. การเชื่อมต่อขา
(1) ส่วนท้ายของหมุดระบุตำแหน่งควรสูงกว่าพื้นผิวของชิ้นส่วนเล็กน้อย หลังจากติดตั้งกรวยกรวยด้วยสกรูหางลงในส่วนที่เกี่ยวข้องปลายที่มีขนาดใหญ่ควรจมลงในหลุม
(2) หลังจากปักหมุดพิเตอร์ลงในส่วนที่เกี่ยวข้องหางของมันควรจะแยกจากกันโดย 60 ° ~ 90 °
3. พันธะ
(1) ทั้งสองด้านของรูกุญแจของปุ่มแบนและกุญแจคงที่ควรได้รับการติดต่ออย่างสม่ำเสมอและไม่ควรมีช่องว่างระหว่างพื้นผิวการผสมพันธุ์
(2) หลังจากประกอบกุญแจ (หรือเส้นโค้ง) ประกอบเข้าด้วยกันแล้วไม่ควรมีความตึงเครียดที่ไม่สม่ำเสมอเมื่อชิ้นส่วนที่เคลื่อนไหวค่อนข้างเคลื่อนที่ไปตามแนวแกน
(3) หลังจากประกอบ hook key และ wedge key แล้วพื้นที่ติดต่อไม่ควรน้อยกว่า 70% ของพื้นที่ทำงานและส่วนที่ไม่ได้สัมผัสไม่ควรรวมอยู่ในที่เดียว ความยาวของส่วนที่สัมผัสควรเป็น 10% ถึง 15% ของความยาวของความชัน
4. โลดโผน
(1) วัสดุและข้อกำหนดของโลดโผนต้องตรงตามข้อกำหนดการออกแบบและการประมวลผลของรูหมุดย้ำควรเป็นไปตามมาตรฐานที่เกี่ยวข้อง
(2) ในระหว่างการโลดโผนพื้นผิวของชิ้นส่วนที่ตรึงจะต้องไม่ได้รับความเสียหายหรือผิดรูป
(3) เว้นแต่มีข้อกำหนดพิเศษควรไม่มีการคลายหลังจากโลดโผน หัวหมุดย้ำจะต้องสัมผัสกับส่วนที่จะตรึงและควรจะเรียบและกลม
5. การเชื่อมต่อแขนเสื้อขยาย
การจับคู่แขนเสื้อขยาย: ใช้จาระบีกับแขนเสื้อใส่แขนเสื้อขยายเข้าไปในรูฮับของชุดประกอบปรับตำแหน่งการประกอบหลังจากติดตั้งเพลาการติดตั้งแล้วขันน็อตให้แน่น คำสั่งการขันให้แน่นจะถูก จำกัด ด้วยรอยแยกและการข้ามสมมาตรด้านซ้ายและขวาจะถูกทำให้รัดกุมเพื่อให้แน่ใจว่าค่าแรงบิดสูงสุดนั้นถึงแล้ว
6. กระชับการเชื่อมต่อ
ปลายเรียวของสกรูชุดและรูควร 90 °และสกรูชุดควรจะแน่นกับรู
、、 การประกอบตลับลูกปืนแบบหมุน
1. ก่อนที่จะประกอบแบริ่งจะต้องไม่มีสิ่งสกปรกบนแบริ่ง
2. เมื่อประกอบแบริ่งให้ใช้ชั้นของน้ำมันหล่อลื่นกับพื้นผิวของส่วนการผสมพันธุ์ ปลายแบริ่งที่ไม่ใช่รุ่นควรหันเข้าด้านในนั่นคือในทิศทางของไหล่เพลา
3. ใช้เครื่องมือกดพิเศษเมื่อประกอบตลับลูกปืน ห้ามมิให้ทำการประกอบโดยการกดปุ่มโดยตรง ขนาดทิศทางและตำแหน่งของแรงที่ใช้บังคับเมื่อทำการตั้งตลับลูกปืนควรเหมาะสม กรอบการป้องกันหรือองค์ประกอบการหมุนไม่ควรเครียดและควรสม่ำเสมอและสมมาตร เพื่อให้แน่ใจว่าใบหน้าสุดท้ายตั้งฉากกับแกน
4. พื้นผิวสุดท้ายของวงแหวนด้านในของแบริ่งโดยทั่วไปควรอยู่ใกล้กับไหล่เพลา (ที่ยึดเพลา) หลังจากประกอบวงแหวนรอบนอกของแบริ่งแล้วควรมีหน้าสัมผัสระหว่างฝาครอบแบริ่งที่ปลายตำแหน่งและวงแหวนหรือวงแหวนรอบนอกควรจะสม่ำเสมอ
5. หลังจากติดตั้งแบริ่งกลิ้งการหมุนของชิ้นส่วนที่เคลื่อนไหวจะมีความยืดหยุ่นและเบา หากมีปัญหาเกิดขึ้นควรตรวจสอบและวิเคราะห์สาเหตุของปัญหาและจัดการตามนั้น
6. ในกระบวนการประกอบตลับลูกปืนหากรูหรือเพลาพอดีหลวมเกินไปควรตรวจสอบความคลาดเคลื่อน เมื่อมันแน่นเกินไปไม่ควรบังคับชุดประกอบที่โหดร้ายและสาเหตุของปัญหาควรได้รับการวิเคราะห์และจัดการตามลำดับ
7. การกวาดล้างตามแนวแกนของแบริ่งลูกกลิ้งเรียวแถวเดี่ยวตลับลูกปืนกันรุนสัมผัสเชิงมุม
8. สำหรับแบริ่งและพื้นผิวที่จับคู่กับจาระบีจาระบีที่เหมาะสมควรฉีดหลังจากประกอบ สำหรับแบริ่งที่มีอุณหภูมิในการทำงานไม่เกิน 65 ℃จาระบี ZG-5 สามารถใช้งานได้ตาม GB491-65 "จาระบีที่มีแคลเซียม" สำหรับแบริ่งที่มีอุณหภูมิในการทำงานสูงกว่า 65 ℃สามารถใช้งานได้ตามจาระบี GB492-77 "จารบีแคลเซียม" ZN-2ZN-3 จาระบี
9. อุณหภูมิที่เพิ่มขึ้นของแบริ่งธรรมดาไม่ควรเกิน 35 ° C ในระหว่างการทำงานปกติและอุณหภูมิสูงสุดในระหว่างการดำเนินการไม่ควรเกิน 70 ° C
、、 การประกอบตลับลูกปืนเชิงเส้น
1. ก่อนประกอบควรใช้จาระบีกับด้านในของแบริ่ง
2. เมื่อแบริ่งถูกกดลงในฐานรองรับเครื่องมือติดตั้งพิเศษควรใช้กดที่ปลายด้านหน้าของวงแหวนรอบนอกและไม่ได้รับอนุญาตให้กระแทกแบริ่งโดยตรงเพื่อหลีกเลี่ยงการเสียรูป
3. ความร่วมมือระหว่างแบริ่งและการสนับสนุนจะต้องตอบสนองความต้องการความอดทน แน่นเกินไปจะทำให้เพลา guideway และการรบกวนแบริ่งพอดีซึ่งจะทำให้แบริ่งเกิดความเสียหาย; หลวมเกินไปจะป้องกันแบริ่งจากการแก้ไขในการสนับสนุน
4. เมื่อติดตั้งแกนนำเข้าไปในแบริ่ง ถ้ามันถูกทำมุม, ลูกบอลจะตกลงมาและกรงจะเสียรูป
5. เมื่อติดตั้งแบริ่งในฐานรองรับจะไม่อนุญาตให้หมุน การบังคับให้หมุนจะทำให้ตลับลูกปืนเสียหาย
6. ไม่อนุญาตให้ขันสกรูที่ตั้งไว้บนวงแหวนรอบนอกของแบริ่งโดยตรงไม่เช่นนั้นจะทำให้เสียรูป
、、 การประกอบคู่มือการเชิงเส้น
ส่วนยึดของรางนำต้องไม่สกปรกและความเรียบของพื้นผิวยึดต้องเป็นไปตามข้อกำหนด
2. เมื่อมีขอบอ้างอิงที่ด้านข้างของรางนำควรติดตั้งใกล้กับขอบอ้างอิง เมื่อไม่มีขอบอ้างอิงทิศทางการเลื่อนของรางนำควรสอดคล้องกับข้อกำหนดการออกแบบ หลังจากขันสกรูยึดของรางนำทางแน่นแล้วควรตรวจสอบทิศทางสไลด์ของแถบเลื่อนเพื่อหาค่าเบี่ยงเบนมิฉะนั้นจะต้องปรับ
3. หากตัวเลื่อนถูกขับเคลื่อนโดยสายพานส่งหลังจากสายพานส่งและตัวเลื่อนได้รับการแก้ไขและตึงสายพานส่งต้องไม่เอียงมิฉะนั้นต้องปรับลูกรอกเพื่อให้ทิศทางการขับขี่ของสายพานส่งขนานกับ คู่มือรถไฟ



